Máquina prensadora de juntas para tuberías de aceite hidráulico, venta directa del fabricante, pequeña máquina prensadora de tuberías eléctricas de alta precisión. 
Descripción del Producto
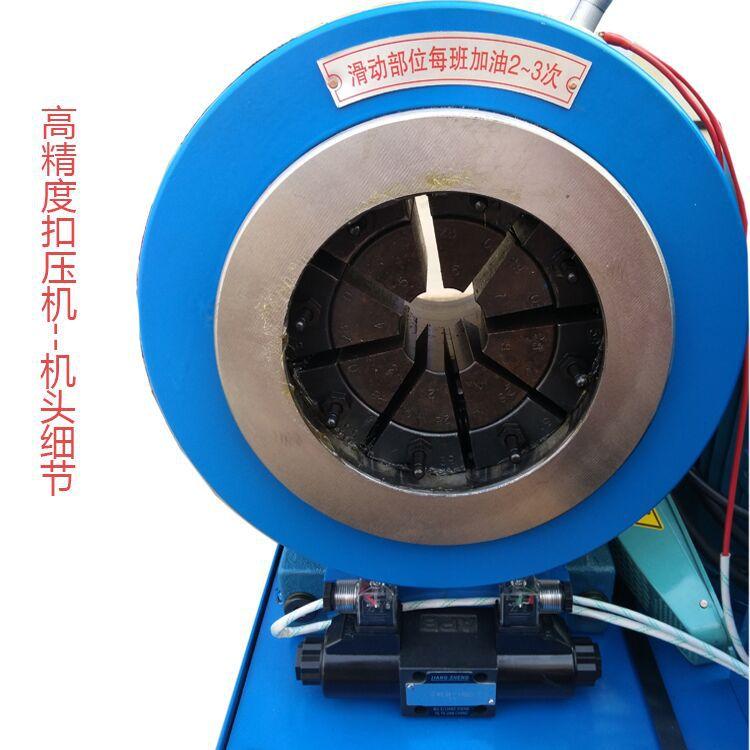
KT-51ZMáquina prensadora de juntas de mangueraEs un producto de nuestra empresa. Esta máquina se basa en el modelo KT-51D. Los sistemas hidráulico y eléctrico han sido sometidos a importantes mejoras técnicas. Está diseñada y fabricada con las ventajas de productos similares nacionales e internacionales. Ofrece las ventajas de tamaño compacto, peso ligero, estructura compacta, operación sencilla, diseño avanzado del circuito de aceite, reemplazo rápido del molde de cola de milano, alta eficiencia, rendimiento confiable, engarce manual, semiautomático y automático, y velocidad de engarce ajustable.
Este producto es especialmente adecuado para plantas de reparación de maquinaria de construcción, fabricantes de conjuntos de mangueras y tiendas minoristas de mangueras hidráulicas.
Los principales parámetros técnicos
1Rango de prensado de mangueras: φ4-φ51
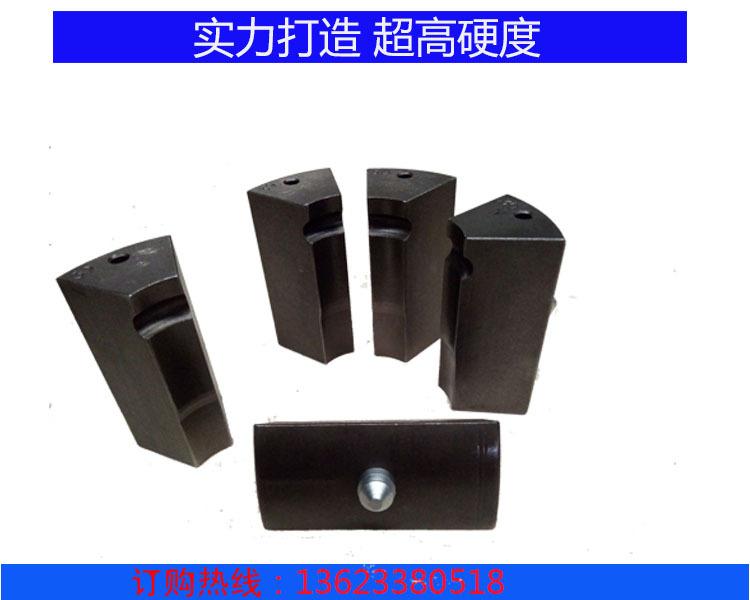
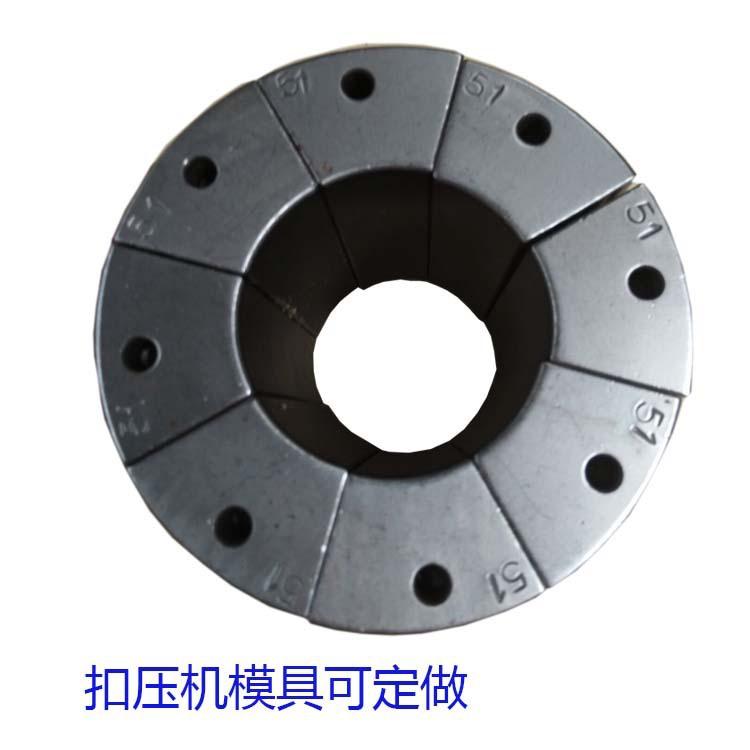
2Tamaño del molde: 105×65 (tipo cola de milano)
3Número de juegos de moldes: 10 juegos
4, Motor de accionamiento: 4KW
5Volumen de descarga de la bomba de aceite: 14,5 L
6Presión máxima de la hebilla: 440T
7Presión nominal del sistema: 16 MPa
8Aceite hidráulico: Verano: YB-N46
Invierno: YB-N32



Consejos amables
Ajuste de la hebilla del conjunto de manguera
*El molde apropiado debe seleccionarse según la información proporcionada por los fabricantes de mangueras y accesorios.
*Ajuste del regulador: El diámetro exterior del manguito de acero después del engarce menos el número de molde seleccionado.
*Una vez que el manguito de acero se deforma, se produce un rebote. La magnitud del rebote varía según el material y el tamaño del manguito de acero. Este rebote debe incluirse en el cálculo del valor de ajuste del regulador. Para obtener información específica, comuníquese con el fabricante de la manguera y el conector.13623380518), o corrija el ajuste del regulador como se indica a continuación. Una forma sencilla de compensar la recuperación elástica es engarzar con el ajuste estimado de la máquina y, a continuación, medir el diámetro exterior del manguito de acero después del engarce. La diferencia entre el diámetro exterior del manguito de acero después del engarce y el diámetro exterior esperado del manguito de acero después del engarce es la recuperación elástica. El ajuste final del regulador debe ser el ajuste original menos la recuperación elástica.
*ejemplo:25 mm(1pulgadas) de diámetro interior4El diámetro esperado del manguito de acero después del montaje de la manguera de bobinado de capas es43,5 mm, debe ser seleccionado41Moho(Rango de pandeo41,0 mma47,0 mm)El valor de ajuste del regulador es2,5 mm(43,5 mm-41,0 mm = 2,5 mm).Si el diámetro exterior del manguito de acero ensamblado después del primer engarce es43,8 mm(Eso es0,3 mmLa cantidad de rebote), el regulador final debe configurarse en2,2 mmLa funda de acero está abrochada a41,0 mm + 2,2 mm = 43,2 mm, cantidad de rebote0,3 mmDespués de simplemente quedar satisfecho43,5 mmrequisitos.
*Advertencia: El rango máximo de uso de cada molde es de “etiqueta” a “etiqueta”.+6"(unidadmm)
*Está estrictamente prohibido usar el molde fuera de su alcance. El diámetro exterior del manguito de acero antes del engarce no puede ser mayor que el número del molde.10 mm