



Matriz de estampagem a frio de carboneto de aço de tungstênio, matriz de punção vermelha opcional YG26, matriz de estampagem resistente a liga de tungstênio e cobalto personalizada
Matriz de estampagem a frio de carboneto de aço de tungstênio, matriz de punção vermelha opcional YG26, matriz de estampagem resistente a liga de tungstênio e cobalto personalizada
Detalhes do produto:
As matrizes de recozimento a frio de carboneto são submetidas a condições de trabalho resistentes ao impacto ou ao desgaste por forte impacto, exigindo que o carboneto tenha boa tenacidade ao impacto, tenacidade à fratura,Resistência à fadiga, resistência à flexão e boa resistência ao desgaste.
1. Geralmente são selecionados graus de liga de cobalto médio e alto e de grãos médios e grossos, como YG15C, YG20C, YL60, YG25C, etc.
2. A relação entre resistência ao desgaste e tenacidade do carboneto cimentado é contraditória: a melhoria da resistência ao desgaste levará à redução da tenacidade, enquanto a melhoria da tenacidade levará inevitavelmente à redução da resistência ao desgaste. Portanto, ao selecionar graus de liga, é necessário atender aos requisitos de uso específicos de acordo com o objeto de processamento e as condições de trabalho de processamento.
4. Os seguintes graus: YG15C, YG18C, YG20C, YL60, YG22C, YG25C. Da esquerda para a direita, a dureza diminui, a resistência ao desgaste diminui e a tenacidade aumenta; vice-versa, o oposto é verdadeiro.
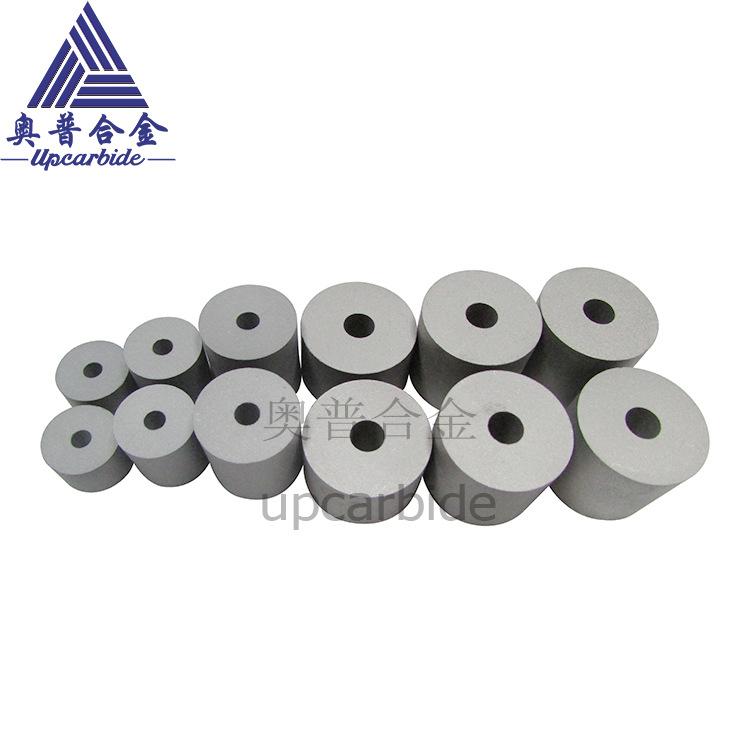
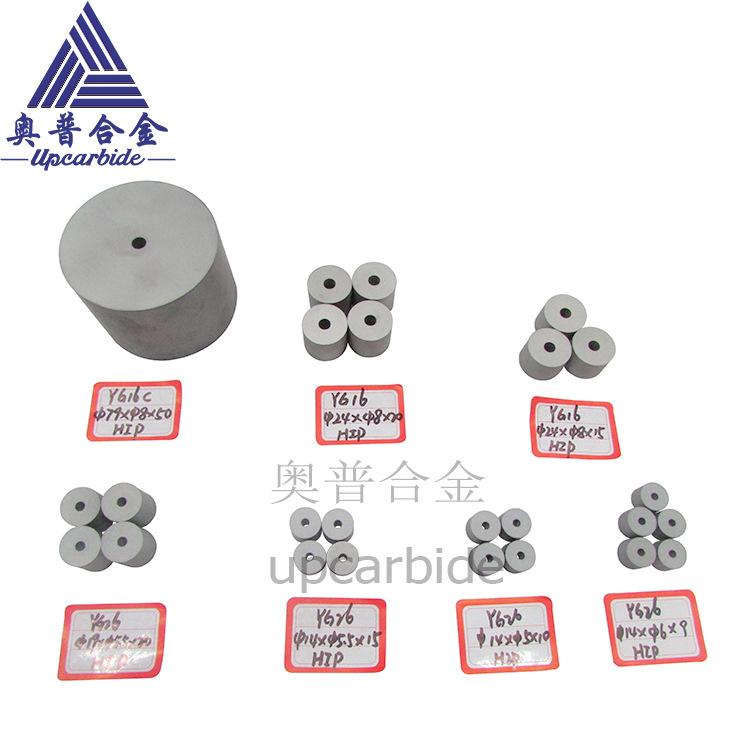
Imagem de exibição do produto:


Marcas relacionadas de matrizes de recozimento a frio de metal duro:
| Marca comercial | densidade (g/cm3) |
Força de flexão (MPa) |
dureza (HRA) |
Introdução ao desempenho e uso |
| YG20C | 13,8 | ≥2800 | ≥84 | Adequado para moldes gerais resistentes ao desgaste e ao impacto. |
| YG20.5C | 13.7 | ≥2900 | ≥83,5 | Adequado para moldes gerais resistentes ao desgaste e ao impacto. |
| YG21C | 13.6 | ≥3000 | ≥83 | Adequado para moldes gerais resistentes a impactos e conformação de porcas Mofo. |
| YG20 | 14 | ≥2600 | ≥85,5 | É adequado para fazer matrizes de estampagem, como estampar peças de relógios, folhas de molas de instrumentos musicais; moldes para perfurar baterias e tubos de pasta de dente; matrizes de estampagem para esferas de aço de pequeno porte, parafusos, porcas, etc. |
| YN20C | 13.7 | ≥2700 | ≥83 | Adequado para moldes gerais resistentes ao desgaste e ao impacto e Matriz de forjamento a quente. |
| YN21C | 13,8 | ≥2700 | ≥84 | Adequado para moldes de parafuso de aço inoxidável e materiais de molde de material magnético. |
| YN15C | 14 | ≥2500 | ≥86 | Adequado para matrizes de forjamento e materiais de moldes resistentes a impactos em geral para produtos magnéticos. |
Tamanhos comuns de matrizes de recozimento a frio de carboneto:
| modelo | Dimensões (mm) | ||
| Furo interno d (mm) | Diâmetro externo D(mm) | Altura L(mm) | |
| UP00710 | 0,7 | 10 | 12,0-20,0 |
| UP01010 | 1 | 10 | 12,0-20,0 |
| UP01013 | 1 | 13 | 15,0-40,0 |
| UP01213 | 1.2 | 13 | 15,0-40,0 |
| UP01510 | 1,5 | 10 | 12,0-25,0 |
| UP01516 | 1,5 | 16 | 15,0-45,0 |
| UP01813 | 1,8 | 13 | 12,0-35,0 |
| UP01816 | 1,8 | 16 | 20,3-45,0 |
| UP02113 | 2.1 | 13 | 15,0-30,0 |
| UP02116 | 2.1 | 16 | 25,0-45,0 |
| UP02316 | 2.3 | 16 | 15,0-45,0 |
| UP02522 | 2,5 | 22 | 20,0-60,0 |
| UP02813 | 2.8 | 13 | 15,0-30,0 |
| UP02816 | 2.8 | 16 | 25,0-40,0 |
| UP02818 | 2.8 | 18 | 20,0-50,0 |
| UP02820 | 2.8 | 20 | 20,0-50,0 |
| UP02822 | 2.8 | 22 | 20,0-60,0 |
| UP02825 | 2.8 | 25 | 20,0-60,0 |
| UP03216 | 3.2 | 16 | 15,0-45,0 |
| UP03218 | 3.2 | 18 | 15,0-50,0 |
| UP03616 | 3.6 | 16 | 20,0-50,0 |
| UP03618 | 3.6 | 18 | 20,0-60,0 |
| UP03822 | 3.8 | 22 | 20,0-40,0 |
| UP03830 | 3.8 | 30 | 50,0-60,0 |
| …… | …… | …… | … |
CarbonetoTítulo frioRequisitos do modelo para equipamentos,
Ao usar a matriz de recalque a frio, você deve prestar atenção ao seguinte: a máquina de estampagem deve estar em boas condições de funcionamento; o assento correspondente do suporte da matriz não deve estar amassado ou inclinado; as faces de trabalho da matriz fêmea e do punção devem estar equilibradas; ao ajustar o equipamento, o punção não deve ser usado para bater na matriz fêmea de liga dura; quando a matriz de recalque a frio ou a matriz de extrusão estiver funcionando, é melhor usar lubrificantes apropriados.。
CarbonetoTítulo frioOs requisitos do molde para as peças processadas,
A superfície do material processado deve ser lisa, sem defeitos como incrustações de óxido, rachaduras, arranhões, etc. Materiais com alta qualidade de superfície não são fáceis de quebrar durante o recalque a frio, não arranham facilmente o molde e a qualidade da superfície das peças é boa.
CarbonetoTítulo frioCoisas a serem observadas durante a fabricação do molde:
①Durante o transporte, evite colisões ou impactos de produtos de metal duro, o que pode fazer com que o metal duro perca cantos ou produza microfissuras.
② Ao moer, é recomendado usar liga de resina. Use rebolo de diamante com dureza média-macia e concentração de 75% para processamento; a quantidade de alimentação durante o processamento não deve ser muito grande, é recomendado: moagem bruta não deve exceder 0,02 mm, e moagem fina não deve exceder 0,01 mm; ao mesmo tempo, deve-se prestar atenção ao resfriamento suficiente para evitar concentração de estresse ou rachaduras de moagem durante o processamento. É recomendado realizar o tratamento de envelhecimento necessário após o processamento.
③ Não é permitida a prensagem por impacto de produtos de metal duro.
④ Após a soldagem em alta temperatura, os produtos de metal duro devem ser resfriados lentamente (isolados) e não devem ser resfriados com urgência (ar).
⑤ No processo de fabricação do molde, bordas e cantos afiados devem ser evitados tanto quanto possível no design da forma, porque o carboneto cimentado é muito sensível à concentração de tensão. Sob a ação do estresse, as bordas e cantos são mais propensos a quebrar; o material da luva deve ser forjado para tornar os grãos do material refinados e a estrutura uniforme para melhorar as propriedades mecânicas da luva; quando a resistência do material do molde permitir, uma interferência de ajuste de pressão maior deve ser usada tanto quanto possível para garantir que a peça da matriz de carboneto cimentado tenha pré-tensão suficiente; ao mesmo tempo, ao projetar a interferência de ajuste do molde de carboneto cimentado, a geração de calor durante o processo de trabalho do molde deve ser totalmente considerada. Como o coeficiente de expansão do material de carboneto cimentado é pequeno e o coeficiente de expansão linear da luva de aço é grande, após o molde ser aquecido, a interferência de pressão original pode mudar, resultando em uma diminuição na pré-tensão do molde de carboneto cimentado, gerando assim rachaduras.
CarbonetoTítulo frioPrincipais motivos de desperdício na fabricação de moldes
① A fixação entre o molde em bruto e a luva do molde não é firme o suficiente, resultando em afrouxamento durante o uso.
② Se a qualidade do polimento da superfície do furo da matriz for ruim, o metal de estampagem irá aderir à parede do furo, causando o desgaste prematuro da matriz de recozimento a frio.
③ Grande erro de folga entre a matriz e o punção e desalinhamento do centro causarão a quebra da matriz e o desgaste severo do punção.
④ O avanço de retificação é muito grande e a dureza da roda de retificação é muito alta, o que causará rachaduras na superfície de retificação e descascamento do carboneto cimentado.
⑤Aço de tungstênioA matriz não deve ter bordas e cantos afiados, porque o metal duro é muito sensível à concentração de tensões, e as bordas e cantos têm maior probabilidade de rachar precocemente sob a ação da força de deformação.
⑥ O material do inserto não é forjado, resultando em estrutura irregular e propriedades mecânicas ruins. Após carregamento a quente e resfriamento, o inserto é propenso a rachaduras.
⑦ Ao retificar as faces superiores e inferiores no último processo, é melhor usar retificação eletrolítica em vez de retificação condutiva ou retificação mecânica, porque a pressão interna da luva de encaixe por pressão é muito alta. Se retificação condutiva ou retificação mecânica for usada, a superfície de retificação áspera e as marcas de faca causarão facilmente concentração de tensão, resultando em rachaduras na luva na face da extremidade retificada.

Serviços de carboneto cimentado Co. de Zhuzhou Aopu:
Contato online de 1,24 horas, quer você precise de produtos ou apenas queira adquirir conhecimentos relevantes, você pode consultar a qualquer momento.
2. Forneça especificações comuns e produza de acordo com os desenhos.
3. O logotipo do laser pode ser adicionado ao produto conforme necessário.
4. Forneça embalagens adequadas para transporte seguro.
5. Prazo de entrega:
(a) Tamanhos comuns geralmente estão disponíveis em estoque.
(b) Para grandes quantidades ou produção de moldes, o prazo de entrega é geralmente de 25 dias.
6. Método de pagamento: Se você assinou um contrato de compra e venda conosco, faça o pagamento de acordo com os requisitos do contrato dentro do período programado. De acordo com os requisitos do sistema financeiro da empresa, o pagamento é necessário antes da entrega.
7. Verifique a qualidade do produto antes do envio e controle-o rigorosamente. Se houver algum problema de qualidade, garantimos a devolução ou substituição de produtos qualificados o mais rápido possível.









