



Fabricante vendas diretas máquina de crimpagem de junta de tubo de óleo hidráulico pequena máquina de crimpagem de tubo elétrico de alta precisão 
Descrição do produto
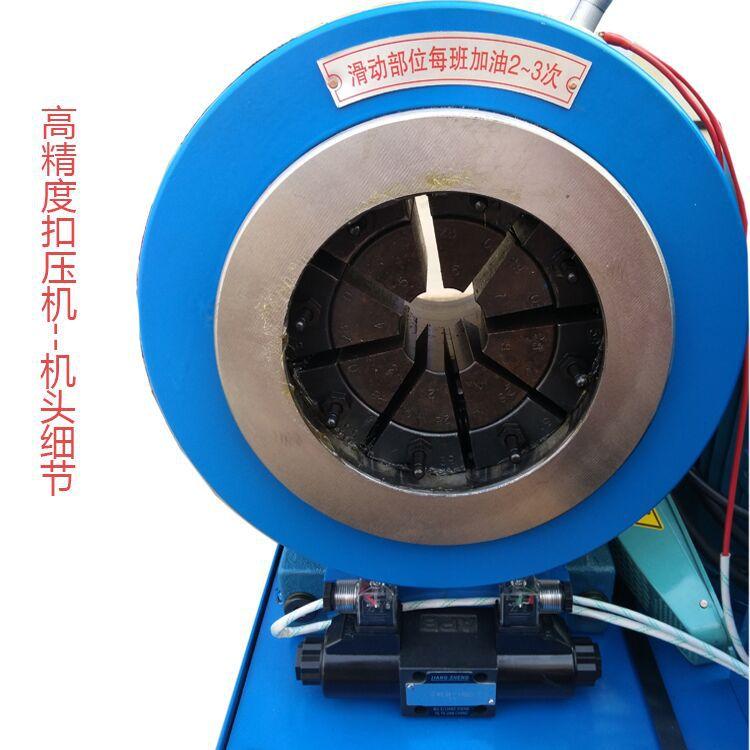
KT-51ZMáquina de crimpagem de juntas de mangueiraÉ o produto da nossa empresa. Esta máquina é baseada no modelo KT-51D. Os sistemas hidráulicos e elétricos passaram por grandes melhorias técnicas. Ele é projetado e fabricado com as vantagens abrangentes de produtos similares no país e no exterior. Tem as vantagens de tamanho pequeno, peso leve, estrutura compacta, operação simples, design avançado de circuito de óleo, substituição rápida do molde em cauda de andorinha, alta eficiência, desempenho confiável, crimpagem manual, crimpagem semiautomática e crimpagem totalmente automática, e a velocidade de crimpagem é ajustável.
Este produto é particularmente adequado para fábricas de reparo de máquinas de construção, fabricantes de conjuntos de mangueiras e lojas de varejo de mangueiras hidráulicas.
Os principais parâmetros técnicos
1, Faixa de crimpagem da mangueira: φ4-φ51
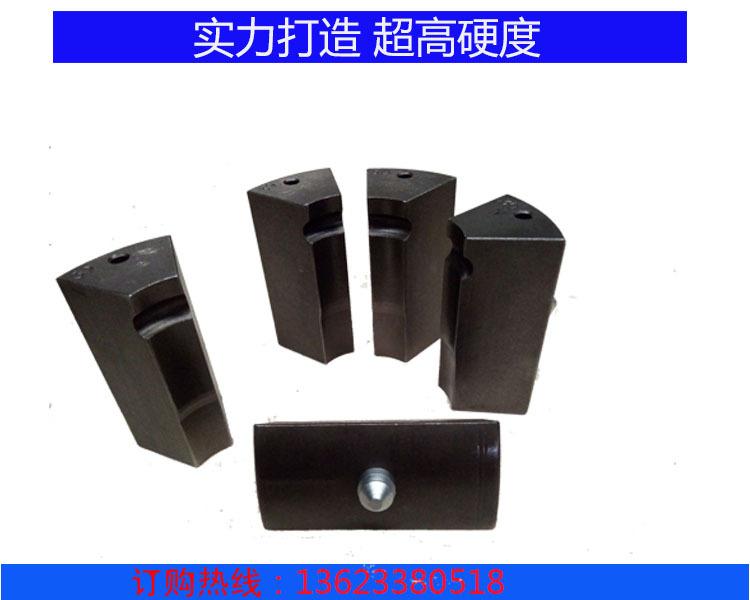
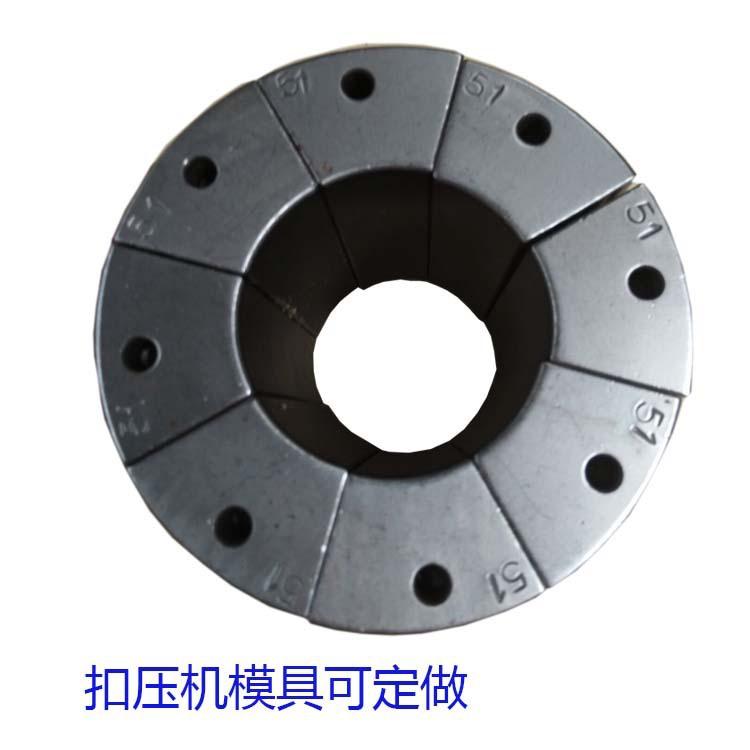
2, Tamanho do molde: 105 × 65 (tipo cauda de andorinha)
3, Número de conjuntos de moldes: 10 conjuntos
4, Motor de acionamento: 4KW
5, Volume de descarga da bomba de óleo: 14,5L
6, Pressão máxima da fivela: 440T
7, Pressão nominal do sistema: 16Mpa
8, Óleo hidráulico: Verão: YB-N46
Inverno: YB-N32



Dicas gentis
Configuração da fivela do conjunto da mangueira
*O molde apropriado deve ser selecionado com base nas informações fornecidas pelos fabricantes de mangueiras e conexões.
*Configuração do regulador: O diâmetro externo da luva de aço após a crimpagem menos o número do molde selecionado.
*Depois que a manga de aço for dobrada, haverá rebote. A quantidade de rebote variará dependendo do material e do tamanho da luva de aço. O valor da recuperação deve ser incluído no cálculo do valor de configuração do regulador. Para obter informações específicas, entre em contato com o fabricante da mangueira e da conexão (13623380518) ou corrija a configuração do regulador da seguinte forma. Uma maneira simples de compensar o retorno elástico é crimpagem com a configuração estimada da máquina e, em seguida, medir o diâmetro externo da luva de aço após a crimpagem. A diferença entre o diâmetro externo da luva de aço após a crimpagem e o diâmetro externo esperado da luva de aço após a crimpagem é o retorno elástico. A configuração final do regulador deve ser a configuração original menos o retorno elástico.
*exemplo:25mm(1polegadas) diâmetro interno4O diâmetro esperado da luva de aço após o conjunto da mangueira de enrolamento de camada é43,5 mm, deve ser selecionado41Mofo(Faixa de flambagem41,0 mmpara47,0mm)O valor de configuração do regulador é2,5 mm(43,5 mm-41,0 mm = 2,5 mm).Se o diâmetro externo da luva de aço montada após a primeira crimpagem for43,8 mm (Aquilo é0,3 mmA quantidade de recuperação), o regulador final deve ser definido para2,2 mm. A manga de aço é afivelada para41,0 mm + 2,2 mm = 43,2 mm, valor de recuperação0,3 mmDepois de apenas satisfeito43,5 mmrequisitos.
*Atenção: A faixa máxima de utilização de cada molde é de “rótulo” a “rótulo”.+6"(unidademilímetros)
*É estritamente proibido usar o molde além do escopo. O diâmetro externo da luva de aço antes da crimpagem não pode ser maior que o número do molde.10mm











