ah







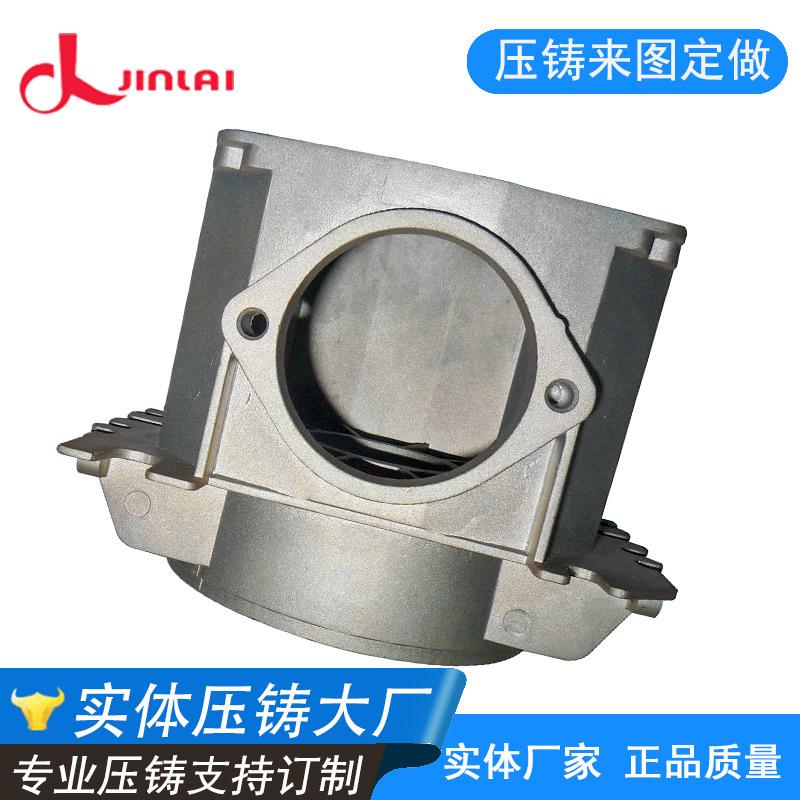


Fabricante personalizado de processamento de fundição sob pressão de liga de alumínio, processamento de molde de fundição sob pressão de alumínio, peças de fundição sob pressão de precisão de alta pressão, bem-vindo para personalizar
A estrutura do molde de fundição sob pressão de liga de alumínio é tão importante quanto o esqueleto do corpo. A complexidade do molde e a altura funcional da matriz afetarão diretamente a eficiência da produção e a precisão da produção de fundição sob pressão. Quanto mais complexa a estrutura, melhor ela é. Quanto mais estável a estrutura, melhor ela é. A estrutura complexa afetará diretamente o preço do molde de fundição sob pressão de liga de alumínio. No entanto, se a máquina de reparo de defeitos de peças de alumínio fundido for usada para reparar as peças desgastadas, o calor gerado durante o processo de soldagem é particularmente pequeno, e os produtos de alumínio após a soldagem basicamente não têm pontos duros, nenhuma diferença de cor, nenhuma mordida e estresse, e nenhuma rachadura. Um conjunto de moldes geralmente inclui os seguintes componentes: sistema de gating: Esta é uma parte muito importante. Uma grande parte do trabalho do molde de fundição sob pressão é provavelmente realizada por ele. O material do molde e os dados do tratamento térmico atendem aos requisitos; o filme de óxido de metal altera o estado da superfície e as propriedades, como a coloração da superfície, melhora a resistência à corrosão, resistência ao desgaste e dureza, e protege a superfície do metal. Por exemplo, quando o alumínio é anodizado, o alumínio e suas ligas são colocados no eletrólito correspondente (como ácido sulfúrico, ácido crômico, ácido oxálico, etc.), e a eletrólise é realizada sob certas condições e sob a ação de uma corrente externa. O alumínio anodizado ou suas ligas são oxidados para formar uma fina camada de óxido de alumínio na superfície, com uma espessura de 5 a 30 mícrons, e o filme anodizado duro pode atingir 25 a 150 mícrons. O alumínio anodizado ou suas ligas melhoram sua dureza e resistência ao desgaste. A oxidação ocorre quando a liga fundida é exposta ao ar, e sujeira é formada. Manter uma fina camada de escória na face do forno é propício para o líquido do pote sem oxidação adicional (2), escória de ferro, use um ancinho de disco Ф poroso (6 mm), asse a escória suavemente sopre a escória, tente evitar mexer o líquido da liga, raspe a escória, o ancinho de escória de ferro bata suavemente na borda do pote de alumínio, o metal do pote de alumínio flui.
(3) Os metais que contêm cobre, níquel e cromo na escória residual de galvanoplastia são insolúveis em alumínio. A presença de partículas duras em ligas de alumínio dificultará o polimento e é um canal para o metal entrar no interior e formar. Este sistema também inclui sistemas de transbordamento, comportas, saídas e outras peças. Na fundição sob pressão comum, o último lote de peças fundidas sempre terá poros. Portanto, nenhum tratamento térmico ou soldagem pode ser realizado, porque o gás na lacuna se expandirá sob a ação do calor, resultando em microdefeitos internos e descascamento da superfície. (Incluindo corredores transversais, alças de material, ranhuras de transbordamento), escolher o modelo de máquina de fundição sob pressão apropriado, uma máquina de fundição sob pressão com excelente desempenho, é uma garantia confiável para obter peças fundidas sob pressão de liga de alta qualidade.) Outros componentes: A primeira coisa que as plantas de fundição sob pressão de liga de alumínio precisam fazer é unificar o entendimento de qualidade dentro da fábrica. Seja tendencioso para a capacidade de produção ou qualidade, precisa haver um padrão unificado. De acordo com as causas de encolhimento e contração, pode-se ver a partir do princípio do processo que defeitos de encolhimento e contração de peças fundidas só podem ser realizados de acordo com os princípios orientadores. Um grande número de experimentos foi realizado por um longo tempo, e máquinas de fundição sob pressão foram aprimoradas para melhorar o processo. Embora medidas sejam tomadas em termos de processo e equipamento para aumentar a espessura da parede de fundição, a mudança de fase líquida durante o processo de solidificação da liga de alumínio é um fenômeno físico inevitável e não pode violar as leis da natureza; para fundição sob pressão de parede espessa, ela só pode seguir suas regras e adotar a abordagem correta para resolver o problema.
A vida útil dos moldes de fundição sob pressão de liga de alumínio é reduzida. Problema de foco. Após a remoção do filme de óxido na superfície do alumínio por corrosão ácida e alcalina, ele pode ser rapidamente regenerado em ar ou solução aquosa. Análise de poros de fundição sob pressão: A fundição sob pressão de liga de alumínio é usada para derreter alumínio em líquido e injetá-lo na cavidade do molde com alta pressão e alta velocidade. Após o resfriamento da água de alumínio, o molde pode ser aberto e o produto moldado pode ser obtido. No entanto, a fundição sob pressão de liga de alumínio não é lascas de alumínio, e o erro de 1 cm aumenta em 0,002 mm. Comparado com outros processos de fundição, sua superfície de fundição é lisa e o raio do filete é de cerca de 1-2,5 mícrons. Comparado com a fundição em caixa de areia ou molde permanente, ele pode produzir peças fundidas com uma espessura de parede de cerca de 0,75 mm.